

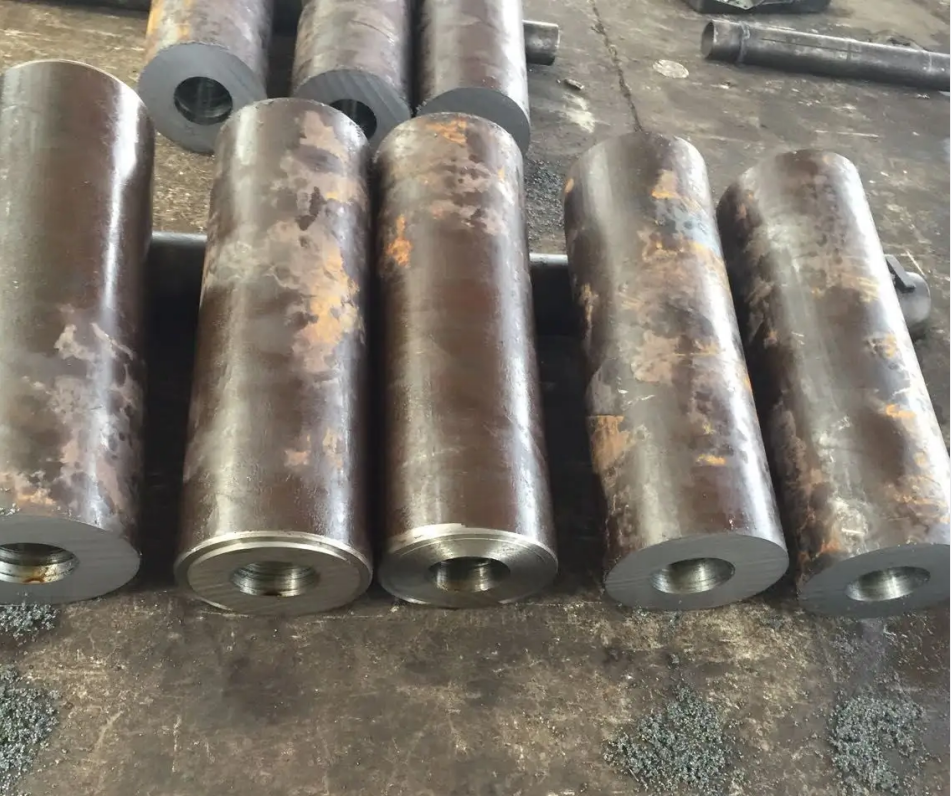
深孔镗钢管、圆钢打孔钢管、圆钢掏空钢管、圆钢钻孔钢管、圆钢加工无缝钢管、圆钢钻孔无缝钢管
镗孔、车孔 镗孔是用镗刀对已钻出、铸出或锻出的孔做进一步的加工。可在车床、镗床或铣床上进行。镗孔是常用的孔加工方法之一,可分为粗镗、半精镗和精镗。粗镗的尺寸公差等级为IT13~IT12,表面粗糙度值为Ra12.5~6.3μm;半精镗的尺寸公差等级为IT10~IT9,表面粗糙度值为Ra6.3~3.2μm;精镗的尺寸公差等级为IT8~IT7,表面粗糙度值为Ra1.6~0.8μm。
枪钻系统 枪钻系统属于内冷外排屑方式,切削液通过中空的钻杆内部,到达钻头头部进行冷却润滑,并将切屑从钻头及钻杆外部的V型槽排出。该系统主要用于小直径(一般小于1~30mm)的深孔加工,所需切削液压力高。是最常见的深孔钻削加工方式。 优点是:加工孔径尺寸精度高;孔深大; 加工孔偏斜度小; 枪钻可重磨,一支刀的总加工深度大; 缺 点:因刀杆上有“V”型排屑槽,刀杆强度较差,加工效率低; 铁屑会和加工过的内表面摩擦,降低加工粗糙度; 刀头角度较复杂,需要专用的重磨工装及专业人员才能重磨; 整体焊接式的枪钻,更换较麻烦;(圆钢掏孔)
钻头折断 1.断屑不好,切屑排不出:改变断屑槽的尺寸,避免过长、过浅;及时发现崩刃情况,并更换;加大切削液的压力、流量;采用材料组织均匀的工件。 2.进给量过大、过小或不均匀:采用合适的切削用量。 3.钻头过度磨损:定期更换钻头,避免过度磨损。 4.切削液不合适:选用合适的切削液并改善过滤情况。 钻头寿命低 1.切削速度过高或过低,进给量过大:采用合适的切削用量。 2.钻头不合适:更换刀具材料;变动导向块的位置、形状。 3.切削液不合适:换用极压性高的切削液;增大切削液的压力、流量;改善切削液过滤情况。(掏孔钢管生产)
深孔钻是机械加工中常用的加工设备,深孔钻削技术作为现代制造工艺中一项重要的技术已在能源开采、机械制造、交通、冶金、化工、造纸等工业领域中广泛应用,深孔钻钻头一般包括钻孔伺服电机,钻孔伺服电机和钻头通过万向节联轴器连接,其存在的问题是钻削力难以控制;钻孔伺服电机、万向节联轴器、钻头与钻孔中心的同心很难保证;钻头易抱死或扭断(钢管掏孔厂家)
镗孔、车孔 镗孔是用镗刀对已钻出、铸出或锻出的孔做进一步的加工。可在车床、镗床或铣床上进行。镗孔是常用的孔加工方法之一,可分为粗镗、半精镗和精镗。粗镗的尺寸公差等级为IT13~IT12,表面粗糙度值为Ra12.5~6.3μm;半精镗的尺寸公差等级为IT10~IT9,表面粗糙度值为Ra6.3~3.2μm;精镗的尺寸公差等级为IT8~IT7,表面粗糙度值为Ra1.6~0.8μm。www.sd8t.com.cn

 客服1
客服1